

ผลิตภัณฑ์ที่ดีที่สุด


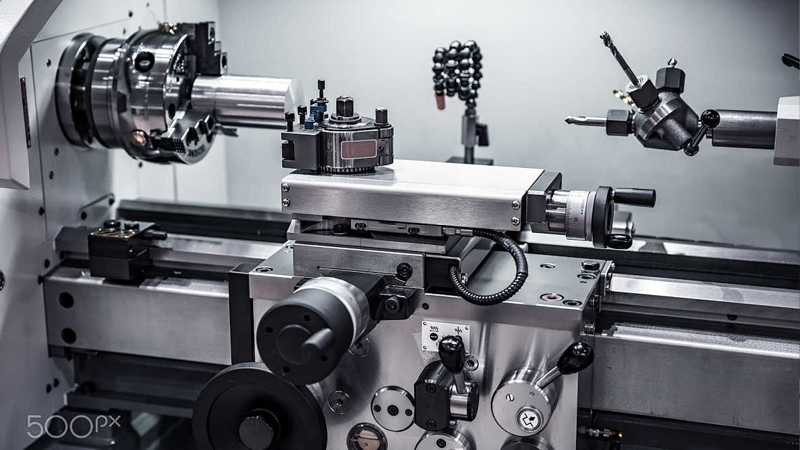



สรุปทักษะการประมวลผล CNC ผู้ผลิต CNC Lean Production Helper Good Helper
both ผู้ผลิต CNC และผู้ประกอบการประมวลผล CNC ขนาดใหญ่และขนาดกลาง-sized องค์กรต้องสรุปประสบการณ์เพื่อให้เกิดการผลิตแบบลีน การออกแบบเครื่องมือแบบลีนและวิธีการต่อต้านความงุนงง, สายเซลล์, ระบบอัตโนมัติและเทคโนโลยีการผลิตแบบลีนอื่น ๆ ใช้รายการการปรับปรุงแบบลีนในรูปแบบและสะท้อนให้เห็นถึงประโยชน์ในการปรับปรุงรายการต้นทุนการผลิตผ่านแบบจำลองและกระบวนการเขียนโปรแกรมจะต้องหลีกเลี่ยงผลกระทบ อย่างที่เราทราบกันดีว่าซีเอ็นซีมีราคาแพงมากและเจ้านายก็ไม่สามารถร้องไห้ได้เมื่อเขาตีคอมพิวเตอร์
1 ระบบพิกัดและการชดเชยเครื่องมือจะต้องตั้งค่าอย่างถูกต้อง
เมื่อเริ่มต้นศูนย์เครื่องตัดเฉือน CNC จำเป็นต้องตั้งค่าจุดอ้างอิงของศูนย์เครื่องจักรกล CNC ระบบพิกัดการทำงานของศูนย์เครื่องจักรกลซีเอ็นซีควรสอดคล้องกับการเขียนโปรแกรมโดยเฉพาะอย่างยิ่งในทิศทาง z-axis หากมีข้อผิดพลาดความเป็นไปได้ของเครื่องตัดที่ชนกับชิ้นงานนั้นสูงมาก นอกจากนี้การตั้งค่าการชดเชยความยาวเครื่องมือจะต้องถูกต้องมิฉะนั้นการตัดเฉือนหรือการชนที่ว่างเปล่าจะเกิดขึ้น
2 ฟังก์ชั่นการแสดงผลการจำลองของศูนย์เครื่องตัดเฉือน CNC
advanced CNC Machining Center โดยทั่วไปมีฟังก์ชั่นการแสดงผลกราฟิก เมื่อโปรแกรมเป็นอินพุตฟังก์ชันการแสดงผลการจำลองกราฟิกสามารถเรียกได้เพื่อสังเกตเส้นทางเครื่องมือในรายละเอียดและตรวจสอบว่าเครื่องมือปะทะกับชิ้นงานหรือการติดตั้ง
3 ใช้ฟังก์ชั่นการทำงานที่ว่างเปล่าของ CNC Machining Center
using ฟังก์ชัน No-load ที่ทำงานของศูนย์เครื่องจักรกล CNC สามารถตรวจสอบความถูกต้องของเส้นทางเครื่องมือได้ เมื่อโปรแกรมถูกอินพุตไปยังศูนย์เครื่องจักรกล CNC เครื่องมือหรือชิ้นงานสามารถติดตั้งได้จากนั้นกดปุ่มการทำงานที่ไม่ได้ใช้งาน ในเวลานี้แกนหมุนไม่หมุนและ Workbench จะทำงานโดยอัตโนมัติตามแทร็กของโปรแกรม ณ จุดนี้สามารถพบได้ว่าเครื่องมือจะชนกับชิ้นงานหรือการติดตั้ง อย่างไรก็ตามในกรณีนี้จะต้องมั่นใจว่าเมื่อติดตั้งชิ้นงานเครื่องมือไม่สามารถติดตั้งได้ เมื่อติดตั้งเครื่องมือชิ้นงานไม่สามารถติดตั้งได้มิฉะนั้นจะมีการชน
4 ใช้ฟังก์ชั่นการล็อคของศูนย์เครื่องตัดเฉือน CNC
general CNC Machining Center มีฟังก์ชั่นล็อค (ล็อคเต็มหรือล็อคเพลาเดี่ยว) หลังจากเข้าสู่โปรแกรมให้ล็อค z-axis และตัดสินว่าการชนจะเกิดขึ้นผ่านค่าพิกัดของ z-axis หรือไม่ แอปพลิเคชันของฟังก์ชั่นนี้ควรหลีกเลี่ยงการดำเนินการเปลี่ยนเครื่องมือมิฉะนั้นโปรแกรมไม่สามารถผ่านได้
5 ระบบพิกัดและการชดเชยเครื่องมือจะต้องตั้งค่าอย่างถูกต้อง
เมื่อเริ่มต้นศูนย์เครื่องตัดเฉือน CNC จำเป็นต้องตั้งค่าจุดอ้างอิงของศูนย์เครื่องจักรกล CNC ระบบพิกัดการทำงานของศูนย์เครื่องจักรกลซีเอ็นซีควรสอดคล้องกับการเขียนโปรแกรมโดยเฉพาะอย่างยิ่งในทิศทาง z-axis หากมีข้อผิดพลาดความเป็นไปได้ของเครื่องตัดที่ชนกับชิ้นงานนั้นสูงมาก นอกจากนี้การตั้งค่าการชดเชยความยาวเครื่องมือจะต้องถูกต้องมิฉะนั้นการตัดเฉือนหรือการชนที่ว่างเปล่าจะเกิดขึ้น
6 ปรับปรุงทักษะการเขียนโปรแกรม
programming เป็นส่วนสำคัญของการตัดเฉือน NC การปรับปรุงทักษะการเขียนโปรแกรมสามารถหลีกเลี่ยงความขัดแย้งที่ไม่จำเป็นได้ส่วนใหญ่
7 ใช้ระบบจำลองคอมพิวเตอร์
ด้วยการพัฒนาเทคโนโลยีคอมพิวเตอร์และการพัฒนาของการสอนการตัดเฉือน NC มีระบบจำลองการตัดเฉือน NC มากขึ้นเรื่อย ๆ และฟังก์ชั่นของพวกเขานั้นสมบูรณ์แบบมากขึ้นเรื่อย ๆ ดังนั้นจึงสามารถใช้ในขั้นตอนการตรวจสอบเบื้องต้นเพื่อสังเกตการเคลื่อนไหวของเครื่องมือเพื่อตรวจสอบว่ามีความเป็นไปได้ของการชน
in กระบวนการใช้เทคโนโลยีการผลิตแบบลีนเพื่อลดต้นทุนการผลิตหรือไม่ องค์กรต้องเผชิญกับปัญหาเช่นไม่สามารถตัดได้อย่างมีประสิทธิภาพวัตถุประสงค์ที่ไม่ชัดเจนไม่ตรงกันระหว่างโครงการปรับปรุงและโครงการสูญเสียต้นทุน ความเป็นไปได้ของแบบจำลองนั้นได้รับการตรวจสอบโดยการดำเนินงานจริงของการประชุมเชิงปฏิบัติการการผลิตขององค์กรการประมวลผล CNC เฉพาะในฐานะผู้ให้บริการและกรณีการปฏิบัติและวิธีการเฉพาะนั้นมีไว้สำหรับองค์กรที่จะนำเทคโนโลยีการผลิตแบบลีนมาใช้เพื่อลดต้นทุนการผลิต สำหรับอุตสาหกรรม