

ผลิตภัณฑ์ที่ดีที่สุด





การประมวลผลทักษะการทำงานที่จำเป็นโปรดรวบรวม
March 5th at 3:25pm
recently ชาวเน็ตหลายคนทิ้งข้อความว่า \"ทักษะการใช้เครื่องจักรกล?\" after เห็นปัญหาโรงงาน Ruijin และแผนกผลิตที่แม่นยำสื่อสารและจัดเรียงประเด็นต่อไปนี้สำหรับการอ้างอิงและการศึกษาของคุณ:
1、 ทักษะการเขียนโปรแกรม
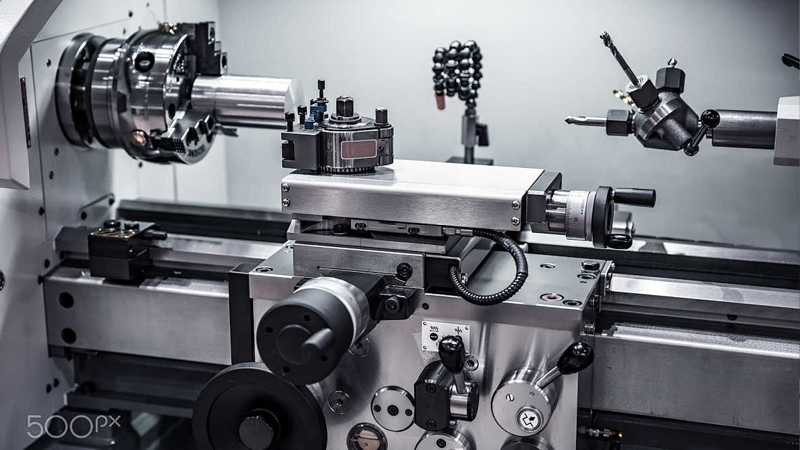
dongguan Ruijin Hardware Hardware จำกัด มีโหมดการประมวลผลของตัวเองในการใช้ทักษะการเขียนโปรแกรมซึ่งช่วยลดเวลาในการประมวลผลและเพิ่มประสิทธิภาพอย่างมาก CNC มุ่งมั่นที่จะผลิตศูนย์เครื่องจักรกลการตัดยอดสูงซึ่งสะดวกในการตอบสนองความต้องการ-precision ที่สูงของผลิตภัณฑ์แปรรูปในอนาคต ดังนั้นรายการที่ต้องพิจารณาในการเขียนโปรแกรมรวมถึง:-
1 ลำดับการประมวลผลของชิ้นส่วน: drilling ก่อนแล้วจึงแบน (นี่คือการป้องกันการหดตัวในระหว่างการขุดเจาะ); first หมุนคร่าว ความทนทานต่อการตัดเฉือนมีขนาดใหญ่และสุดท้ายความทนทานต่อการตัดเฉือนมีขนาดเล็ก (นี่คือเพื่อให้แน่ใจว่าพื้นผิวของมิติความทนทานขนาดเล็กไม่ได้มีรอยขีดข่วนและป้องกันการเสียรูปของชิ้นส่วน) 2 เลือกความเร็วในการหมุนที่เหมาะสมอัตราการป้อนและความลึกการตัดตามความแข็งของวัสดุ: choose ความเร็วต่ำอัตราการป้อนต่ำและความลึกการตัดเล็กน้อยสำหรับคาร์ไบด์ซีเมนต์ ตัวอย่างเช่น: GH4033, เลือก S800, F0.08, ความลึกการตัด 0.5 มม.; carbon การเลือกวัสดุเหล็กความเร็วสูงอัตราการป้อนสูงความลึกการตัดขนาดใหญ่ ตัวอย่างเช่น: 1GR11, S1600, F0.2 และ 2 มม. ความลึกการตัดถูกเลือก; titanium อัลลอยเลือกการเลือกความเร็วต่ำ, ฟีดสูง, ความลึกการตัดเล็ก ๆ ตัวอย่างเช่น: เลือกความลึกการตัด TI6, S400, F0.2 และ 0.3 มม. ใช้การประมวลผลส่วนหนึ่งเป็นตัวอย่าง: วัสดุคือ K414 ซึ่งเป็นวัสดุที่ยากเป็นพิเศษ หลังจากการทดสอบหลายครั้งในที่สุด S360, F0.1 และ 0.2 ในที่สุดก็เลือกที่จะประมวลผลชิ้นส่วนที่ผ่านการรับรอง2、 ทักษะการตั้งค่ามีด
การตั้งค่าเครื่องมือแบ่งออกเป็นเครื่องมือการตั้งค่าเครื่องมือและโดยตรง การตั้งค่าเครื่องมือ เครื่องกลึงส่วนใหญ่ของเราไม่มีเครื่องมือการตั้งค่าเครื่องมือซึ่งเป็นการตั้งค่าเครื่องมือโดยตรง ทักษะการตั้งค่าเครื่องมือที่กล่าวถึงด้านล่างคือการตั้งค่าเครื่องมือโดยตรง first เลือกศูนย์กลางของส่วนท้ายด้านขวาของชิ้นส่วนเป็นจุดตั้งค่าเครื่องมือและตั้งค่าเป็นจุดศูนย์ หลังจากที่เครื่องกลับไปที่จุดศูนย์เครื่องมือแต่ละตัวที่ต้องใช้จะใช้กึ่งกลางของใบหน้าปลายด้านขวาของชิ้นส่วนเป็นจุดศูนย์สำหรับการตั้งค่าเครื่องมือ เมื่อเครื่องมือติดต่อหน้าด้านขวาอินพุต Z0 และคลิกเพื่อวัดจากนั้นค่าการชดเชยเครื่องมือของเครื่องมือจะบันทึกค่าที่วัดได้โดยอัตโนมัติซึ่งหมายความว่าการตั้งค่าเครื่องมือของแกน Z นั้นถูกต้อง การตั้งค่าเครื่องมือของ Axis X คือการตั้งค่าเครื่องมือสำหรับการตัดทดลองและใช้เครื่องมือเพื่อหมุนวงกลมด้านนอกของชิ้นส่วนน้อยกว่าวัดค่าของวงกลมด้านนอกของรถ (ตัวอย่างเช่น x คือ 20 มม.) อินพุต x20 คลิกเพื่อวัดค่าการชดเชยเครื่องมือจะบันทึกค่าที่วัดได้โดยอัตโนมัติจากนั้นแกน x ก็ถูกต้องเช่นกัน วิธีการตั้งค่าเครื่องมือนี้แม้ว่าเครื่องมือเครื่องจักรจะปิดตัว จะปิดอีกครั้ง