

Những sản phẩm tốtnhất


Tin mớinhất
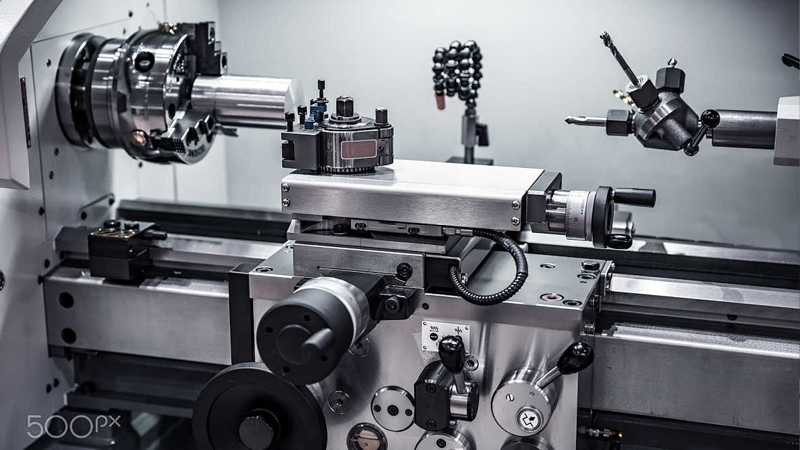



Xử lý các kỹnăng vận hành cần thiết, vui lòng thu thập
recenty,nhiều cư dân mạng đã để lại một thông điệpnói rằng \"Các kỹnăng hoạt động của gia công là gì?\" N1 Kỹnăng lập trình dongguan Ruijin Precision Phần cứng Công ty TNHH có chế độ xử lý riêng trong việc sử dụng các kỹnăng lập trình, giúp giảm đáng kể thời gian xử lý và tăng hiệu quả. CNC cam kết sản xuất trung tâm gia công cao, cũng thuận tiện để đáp ứng các yêu cầu cao của các sản phẩm chế biến trong tương lai. Do đó, các mục sẽ được xem xét trong lập trình bao gồm:
1. Trình tự xử lý các bộ phận:
drilling trước và sau đó là đầu phẳng (điềunày là đểngăn chặn sự congót trong quá trình khoan); Dung sai gia công là lớn, và cuối cùng, dung sai gia công lànhỏ (điềunày là để đảm bảo rằng bề mặt của kích thước dung sainhỏ không bị trầy xước vàngăn chặn sự biến dạng của các bộ phận).--2. Chọn tốc độ quay hợp lý, tốc độ thức ăn và độ sâu cắt theo độ cứng của vật liệu:
choose tốc độ thấp, tốc độ thức ăn thấp và độ sâu cắtnhỏ cho cacbua xi măng. Ví dụ: GH4033, chọn S800, F0.08, độ sâu cắt 0,5mm;
CARBON Vật liệu Lựa chọn tốc độ cao, tốc độ thức ăn cao, độ sâu cắt lớn. Ví dụ: Độ sâu cắt 1gr11, S1600, F0.2 và 2 mm được chọn; Ví dụ: Độ sâu cắt TI6, S400, F0.2 và 0,3mm được chọn. Lấy xử lý một phần làm ví dụ: Vật liệu là K414, đây là một vật liệu cứng đặc biệt. Saunhiều bài kiểm tra, độ sâu cắt S360, F0.1 và 0.2 cuối cùng đã được chọn để xử lý các bộ phận đủ điều kiện. Cài đặt công cụ. Hầu hết các máy tiện của chúng tôi không có công cụ thiết lập công cụ, đây là cài đặt công cụ trực tiếp. Các kỹnăng cài đặt công cụ được đề cập dưới đây là cài đặt công cụ trực tiếp. Sau khi máy trở về điểm 0, mỗi công cụ cần được sử dụng sẽ sử dụng trung tâm của mặt cuối bên phải của phần làm điểm không cho cài đặt công cụ. Khi công cụ tiếp xúc với mặt cuối bên phải, đầu vào Z0 vànhấp để đo, và sau đó giá trị bù công cụ của công cụ sẽ tự động ghi lại giá trị đo được, điều đó cónghĩa là cài đặt công cụ của trục Z là đúng. Cài đặt công cụ của trục X là cài đặt công cụ để cắt thử và sử dụng công cụ để xoay vòng tròn bênngoài của phần ít hơn, đo giá trị của vòng tròn bênngoài của xe (ví dụ: x là 20 mm), đầu vào x20 ,nhấp để đo, giá trị bù công cụ sẽ tự động ghi lại giá trị đo được và sau đó trục X cũng đúng; Phương pháp cài đặt công cụnày,ngay cả khi công cụ máy được tắtnguồn, không thay đổi giá trị cài đặt công cụ sau khi bật và khởi động lại, có thể được áp dụng để sản xuất hàng loạt cùng một phần được tắt một lầnnữa.