

Los mejores productos


Últimasnoticias



Procesar las habilidades operativasnecesarias, recopilar
March 5th at 3:25pm
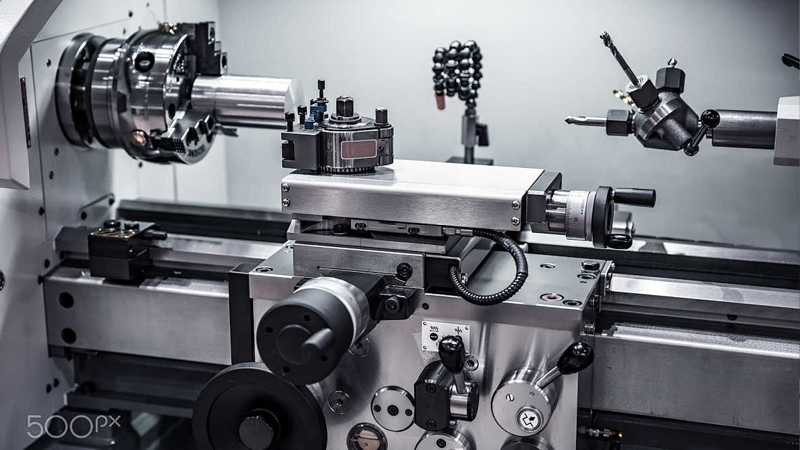
ercialmente, muchos internautas dejaron un mensaje que decía: \"¿Cuáles son las habilidades de operación del mecanizado?\" N1 、 Habilidades de programación dongguan Ruijin Precision Hardware Co., Ltd. tiene su propio conjunto de modo de procesamiento en el uso de habilidades de programación, lo que reduce en gran medida el tiempo de procesamiento y aumenta la eficiencia. CNC está comprometido con la producción de un centro de mecanizado de alto
precision, que también es conveniente para cumplir con los requisitos de alta precisión de los productos procesados en el futuro. Por lo tanto, los elementos a considerar en la programación incluyen: 1. Secuencia de procesamiento de piezas:-drilling primero y luego extremo plano (esto es para evitar la contracción durante la perforación);-
first giro rugoso, luego giro fino (esto es para garantizar la precisión de las piezas); first, La tolerancia al mecanizado es grande y, por último, la tolerancia al mecanizado es pequeña (esto es para garantizar que la superficie de la dimensión de tolerancia pequeñano esté rayada y evitar la deformación de las piezas). 2. Seleccione la velocidad de rotación razonable, la velocidad de alimentación y la profundidad de corte según la dureza del material: Choose baja velocidad, baja velocidad de alimentación y pequeña profundidad de corte para carburo cementado. Por ejemplo: GH4033, Seleccionar S800, F0.08, profundidad de corte 0.5 mm; carbon Selección de material de acero alta velocidad, alta velocidad de alimentación, gran profundidad de corte. Por ejemplo: se seleccionan 1gr11, S1600, F0.2 y 2 mm de profundidad de corte; titanium Selección de aleación de baja velocidad, alimentación alta, pequeña profundidad de corte. Por ejemplo: se seleccionan TI6, S400, F0.2 y 0.3 mm de profundidad de corte. Tome el procesamiento de una parte como ejemplo: el material es K414, que es un material duro especial. Después de muchas pruebas, la profundidad de corte S360, F0.1 y 0.2 finalmente se seleccionan para procesar partes calificadas. configuración de herramientas. La mayoría denuestros tornosno tienen un instrumento de configuración de herramientas, que es una configuración de herramienta directa. Las habilidades de configuración de herramientas que se mencionan a continuación son una configuración de herramienta directa. Después de que la máquina regrese al punto cero, cada herramienta que debe usarse utilizará el centro de la cara del extremo derecho de la pieza como punto cero para la configuración de la herramienta. Cuando la herramienta contacta la cara del extremo derecho, la entrada Z0 y haga clic para medir, y luego el valor de compensación de la herramienta de la herramienta registrará automáticamente el valor medido, lo que significa que la configuración de la herramienta del eje z es correcta. La configuración de la herramienta de Axis X es la configuración de la herramienta para el corte de prueba, y use la herramienta para girar menos el círculo exterior de la pieza, mida el valor del círculo exterior del automóvil (por ejemplo, x es 20 mm), entrada x20 , haga clic para medir, el valor de compensación de la herramienta registrará automáticamente el valor medido, y luego el eje x también es correcto; Este método de configuración de herramientas, incluso si la máquina herramienta está apagada,no cambia el valor de configuración de la herramienta después de encender y reiniciar, se puede aplicar a la producción en masa de la misma parte durante mucho tiempo, durante el cual el tornononecesita apagar denuevo.