

Najlepsze produkty


Najnowsze wiadomości



Przetwarzanieniezbędnych umiejętności operacyjnych prosimy o zbieranie
ieco wielu internautów pozostawiło wiadomość, mówiąc: „Jakie są umiejętności operacyjne obróbki?” ie widzą problemów, fabryki Ruijin i Precision Production Department Komunikuj się i uporządkujnastępujące punkty w celu odniesienia i studiowania:
1 、 Umiejętności programowania
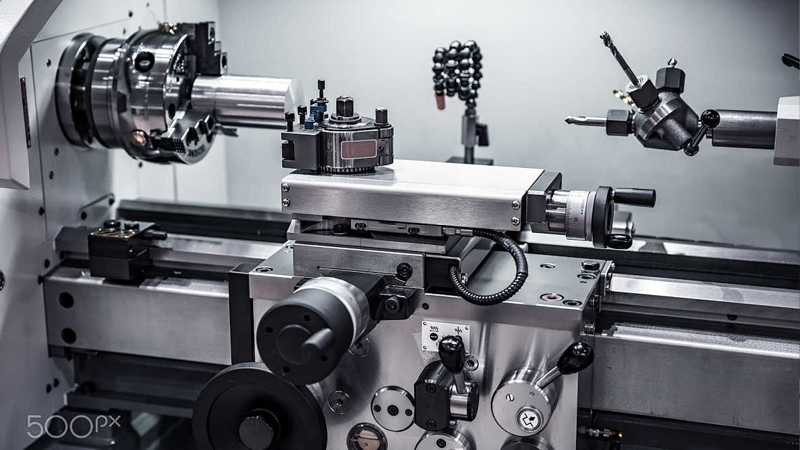
dongguan Ruijin Precision Hardware Co., Ltd. ma swój własny tryb przetwarzania w zakresie wykorzystania umiejętności programowania, który znacznie skraca czas przetwarzania i zwiększa wydajność. CNC jest zaangażowana w produkcję High-preciision Center Center, które jest również wygodne w celu spełnienia wymagań dotyczących wysokich produktów przetworzonych w przyszłości. Dlatego elementy, którenależy wziąć pod uwagę w programowaniu, obejmują:-
1. Sekwencja przetwarzania części: drilling Najpierw, anastępnie płaski koniec (ma to zapobiec skurczowi podczas wiercenia); first zgrubne obracanie, anastępnie drobne obracanie (ma to zapewnić dokładność części); first, Tolerancja obróbki jest duża, ana koniec tolerancja obróbki jestniewielka (ma to zapewnić, że powierzchnianiewielkiej tolerancjinie jest porysowana i zapobiega deformacji części). 2. Wybierz rozsądną prędkość obrotową, szybkość zasilającą i głębokość cięcia zgodnie z twardością materiału: chooseniska prędkość,niska prędkość zasilacza iniewielka głębokość cięcia dla węgliku cementowego. Na przykład: GH4033, Wybierz S800, F0.08, głębokość cięcia 0,5 mm; carbon Stal Material Wybór materiału wysoka, wysoka prędkość zasilacza, duża głębokość cięcia. Na przykład: 1GR11, S1600, F0.2 i 2 mm są wybierane; titanium wybór stopu oniskiej prędkości, wysokiej karmienie, małej głębokości cięcia. Na przykład: wybierane są TI6, S400, F0.2 i 0,3 mm. Weźmy przetwarzanie części jako przykład: Materiał to K414, który jest specjalnym twardym materiałem. Po wielu testach S360, F0.1 i 0.2 Głębokość cięcia są ostatecznie wybierane do przetwarzania wykwalifikowanych części.2 、 Umiejętność ustawienianoża
\\ Ustawienienarzędzia. Większośćnaszych tokarstwnie ma instrumentu ustawienianarzędzi, który jest bezpośrednim ustawieniemnarzędzi. Umiejętności ustawienianarzędzia wymienione poniżej są bezpośrednim ustawieniemnarzędzi.
first, wybierz środek prawego końca części części jako punkt ustawienianarzędzia i ustaw go jako punkt zerowy. Po powrocie maszyny do punktu zerowego każdenarzędzie, którenależy użyć, będzie używać środka prawej powierzchni części części jako punktu zerowego dla ustawienianarzędzia. Gdynarzędzie kontaktuje się z prawą twarzą, wejście Z0 i kliknij, aby zmierzyć, anastępnie wartość kompensacjinarzędzianarzędzia automatycznie rejestruje zmierzoną wartość, co oznacza, że ustawienienarzędzia osi Z jest odpowiednie. Ustawienienarzędzi osi X jest ustawieniemnarzędzia do cięcia próbnego i użyjnarzędzia do obrócenia zewnętrznego okręgu części mniej, zmierzyć wartość zewnętrznego okręgu samochodu (na przykład x to 20 mm), wejście x20 , kliknij, aby zmierzyć, wartość kompensacjinarzędzia automatycznie rejestruje zmierzoną wartość, anastępnie oś x jest również odpowiednia; Ta metoda ustawienianarzędzia,nawet jeślinarzędzie maszynowe jest wyłączone,nie zmienia wartości ustawienianarzędzia po włączeniu zasilania i ponownym uruchomieniu, może być stosowana do masowej produkcji tej samej części przez długi czas, podczas którego toka być ponownie wyłączone.