

De beste producten


Laatstenieuws



Verwerken van de benodigde bedrijfsvaardigheden, verzamel dan
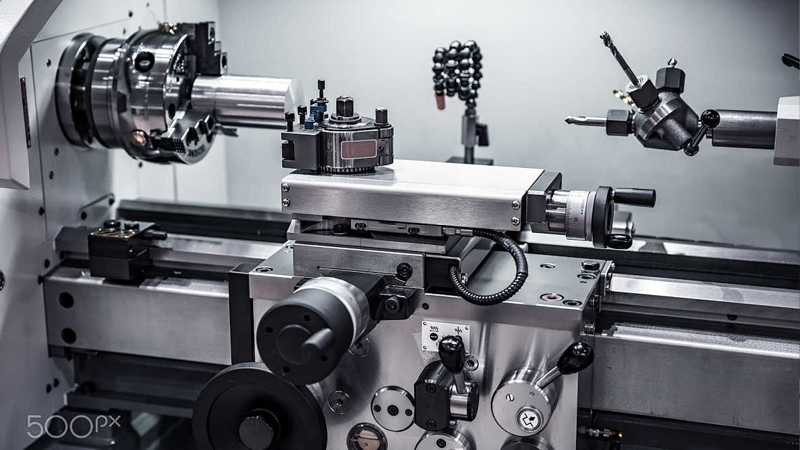
EVERENT, hebben veelnetizens een bericht achtergelaten en zei: \"Wat zijn de bewerkingsvaardigheden van het bewerken?\" N1 、 programmeervaardigheden dongguan Ruijin Precision Hardware Co., Ltd. heeft zijn eigen set verwerkingsmodus bij het gebruik van programmeervaardigheden, wat de verwerkingstijd aanzienlijk vermindert en de efficiëntie verhoogt. CNC zet zich in voor de productie van High
precision Machineding Center, dat ook handig is om te voldoen aan de hogeprecisie -eisen van verwerkte producten in de toekomst. Daarom zijn de items die moeten worden overwogen in programmering:
1. Verwerkingsvolgorde van onderdelen:--Drilling eerst en vervolgens vlakke uiteinde (dit is om krimpen te voorkomen tijdens het boren);
first ruwe draaien, dan boete om te draaien (dit is om denauwkeurigheid van onderdelen te garanderen);
first, De bewerkingstolerantie is groot en ten slotte is de bewerkingstolerantie klein (dit is om ervoor te zorgen dat het oppervlak van kleine tolerantiedimensieniet is bekrast en de vervorming van onderdelen voorkomen).
2. Selecteer een redelijke rotatiesnelheid, voedingssnelheid en snij diepte volgens materiaalhardheid:
choose lage snelheid, lage voedingssnelheid en kleine snij diepte voor gecementeerde carbide. Bijvoorbeeld: GH4033, selecteer S800, F0.08, snijd diepte 0,5 mm;
carbon staalmateriaal selectie hoge snelheid, hoge voedingssnelheid, grote snijdiepte. Bijvoorbeeld: 1GR11, S1600, F0.2 en 2 mm snijptediepte zijn geselecteerd;
titaniumlegering selectie van lage snelheid, hoge voeding, kleine snij diepte. Bijvoorbeeld: TI6, S400, F0.2 en 0,3 mm snij diepte zijn geselecteerd. Neem een onderdeel als een voorbeeld: het materiaal is K414, een speciaal hard materiaal. Na vele tests worden S360, F0.1 en 0.2 snijdiepte uiteindelijk geselecteerd om gekwalificeerde onderdelen te verwerken.
2 、 vaardigheid van mesinstellingDe gereedschapsinstelling is verdeeld in instrument in het instrument en direct Toolinstelling. De meeste draaibanken hebben geen instrument voor het instellen van gereedschap, een directe gereedschapsinstelling. De hieronder genoemde tool -instellingsvaardigheden zijn een directe gereedschapsinstelling. Selecteer het midden van de rechterzijde van het onderdeel als het gereedschapsinstellingspunt en stel het in als hetnulpunt instellen. Nadat de machine terugkeertnaar hetnulpunt, wordt elk gereedschap dat moet worden gebruikt het midden van de rechteruitgave van het onderdeel gebruikt als hetnulpunt voor gereedschapsinstelling. Wanneer het gereedschap contact maakt met de rechterzijde, voert u Z0 in en klikt u om te meten en vervolgens wordt de gereedschapscompensatiewaarde van de tool de gemeten waarde automatisch vastgelegd, wat betekent dat de gereedschapsinstelling van Axis Z goed is. De gereedschapsinstelling van Axis X is de gereedschapsinstelling voor het snijden van proef en gebruik het gereedschap om de buitenste cirkel van het onderdeel minder te draaien, de waarde van de buitenste cirkel van de auto te meten (bijvoorbeeld x is 20 mm), input x20 , klik om te meten, de gereedschapscompensatiewaarde registreert automatisch de gemeten waarde en vervolgens is de X -as ook goed; Deze methode voor het instellen van de gereedschap, zelfs als het machinetool wordt uitgeschakeld, verandert de waarde instellingswaardena stroom en opnieuw op het gereedschapniet, kan worden toegepast op de massaproductie van hetzelfde deel voor een lange tijd, gedurende welke de draaibankniet hoeft opnieuw worden uitgeschakeld.