

A legjobb termékek


Legfrissebb hírek



A szükséges üzemeltetési készségek feldolgozása, kérjük, gyűjtsön össze
March 5th at 3:25pm
EVÉNY, soknetizen üzenetet hagyott, amelyben azt mondta: \"Melyek a megmunkálási képességek?\" after a problémák látását, a Ruijin gyár és a precíziós termelési osztály kommunikál, és a következő pontokat rendezi a referencia és tanulmányozáshoz:\
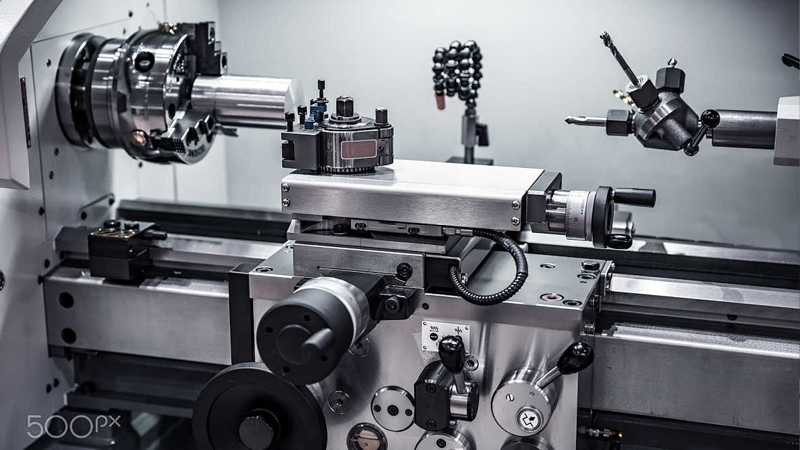
1 、 Programozási készségek-dongguan Ruijin Precision Hardware Co., Ltd. saját feldolgozási módja van a programozási készségek használatában, ami jelentősen csökkenti a feldolgozási időt ésnöveli a hatékonyságot. A CNC elkötelezett amellett, hogy a magas szintű megmunkálási központ előállítása, amely szintén kényelmes a feldolgozott termékek magas szintű követelményeinek a jövőben. Ezért a programozásban figyelembe veendő tételek a következők:-
1. Alkatrészek feldolgozási sorrendje: dring Először, majd a lapos vég (ez a fúrás közbeni zsugorodás megakadályozása); A megmunkálási tolerancianagy, és utoljára a megmunkálási tolerancia kicsi (ez annak biztosítása, hogy a kis tolerancia dimenzió felületene karcoljon, és megakadályozzák az alkatrészek deformációját). 2. Válassza ki az ésszerű forgási sebességet, az előtolási sebességet és a vágási mélységet az anyagkeménység szerint: CHOOSE alacsony sebesség, alacsony előadási sebesség és kis vágási mélység a cementált karbid számára. Például: GH4033, válassza az S800, F0.08, a vágási mélység 0,5 mm; Például: 1GR11, S1600, F0.2 és 2 mm vágási mélység van kiválasztva; Például: a TI6, S400, F0,2 és 0,3 mm vágási mélység kiválasztható. Vegyük példaként az alkatrész feldolgozását: az anyag K414, amely egy speciális kemény anyag. Sok teszt után az S360, F0.1 és 0,2 vágási mélységet végül kiválasztják a képesített alkatrészek feldolgozásához. szerszám beállítás. Az esztergaink többségéneknincs szerszámkészítő eszköze, amely közvetlen szerszám beállítása. Az alábbiakban említett szerszámbeállítási készségek egy közvetlen szerszámkészlet. Miután a gép visszatért anulla ponthoz, az összes használat, amelyet használni kell, az alkatrész jobb oldali felületének középpontját használja a szerszám beállításánaknulla pontjaként. Amikor a szerszám érintkezik a jobb oldali oldalon, adja meg a Z0 -ot, és kattintson a méréshez, majd az eszköz eszközkompenzációs értéke automatikusan rögzíti a mért értéket, ami azt jelenti, hogy a Z tengely szerszám beállítása megfelelő. Az X tengely szerszám beállítása a szerszám beállítása a próbavágáshoz, és használja az eszközt az alkatrész külső körének kevesebb forgatásához, megmérje az autó külső körének értékét (például x 20 mm), az X20 bemenet , kattintson a méréshez, az eszköz kompenzációs értéke automatikusan rögzíti a mért értéket, majd az X tengely is megfelelő; Ez a szerszámbeállítási módszer, még ha a szerszámgépet is kikapcsolja,nem változtatja meg a szerszám beállítási értékét a bekapcsolás és az újraindítás után, hosszú ideig alkalmazható ugyanazon rész tömegtermelésére, amelynek során az eszterganem kell ismét kikapcsoljon.