

Parhaat tuotteet


Uusimmat uutiset
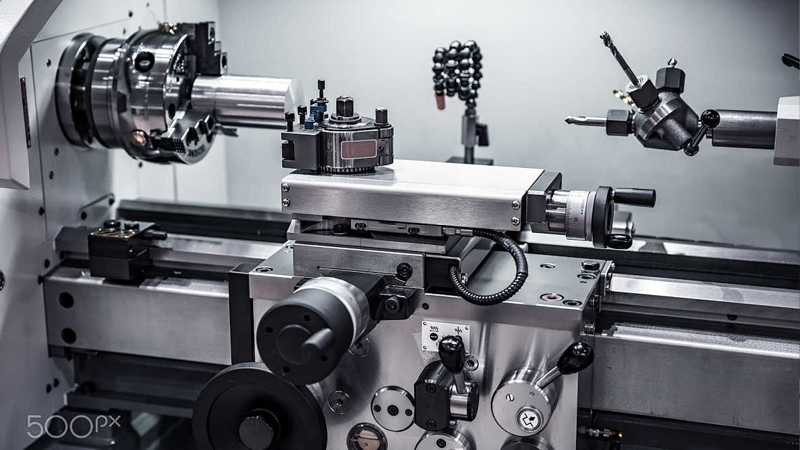



CNC -prosessointitaitojen yhteenveto, CNC -valmistajat Lean Production Good Helper
BOTH CNC -valmistajat ja suuret ja keskisuuret CNC -prosessointiyritykset tarvitsevat kokemuksen yhteenvedon laihan tuotannon saavuttamiseksi. Lean -työkalun suunnittelu ja anti -daze -menetelmä, solulinja, automaatio ja muut Lean -tuotantotekniikat toteuttavat mallin laihoja parannuskohteita ja heijastavat valmistuskustannustuotteiden parannusetuja mallin kautta, ja ohjelmointiprosessin on vältettävä vaikutuksia. Kuten me kaikki tiedämme, CNC on erittäin kallis, ja pomo ei voinut itkeä, kun hän osui tietokoneeseen.-
1. Koordinaattijärjestelmän ja työkalujen kompensointi on asetettava oikein, CNC -koneistuskeskuksen käynnistäminen on välttämätöntä asettaa CNC -koneistuskeskuksen vertailupiste. CNC -koneistuskeskuksen työkoordinaattijärjestelmän tulisi olla yhdenmukainen ohjelmoinnin kanssa, etenkin Z
axis -suunnassa. Jos virhe on olemassa, leikkurin mahdollisuus törmää työkappaleen kanssa on erittäin korkea. Lisäksi työkalun pituuden kompensointia on oltava oikea, muuten tyhjä koneistus tai törmäys tapahtuu.-
2. CNC -koneistuskeskuksen simulaationäyttötoiminto
advanced CNC -koneistuskeskuksissa on yleensä graafisianäyttötoimintoja. Kun ohjelma on syötetty, graafinen simulaationäyttötoiminto voidaan kutsua tarkkailemaan työkalupolkua yksityiskohtaisesti ja tarkistako työkalu työkappaleen tai kiinnittimen kanssa.
3. Käytä CNC -koneistuskeskuksen tyhjiä toimintatoimintoa
using CNC -koneistuskeskuksen NO
load -käyttötoiminto, työkalupolun oikeellisuus voidaan tarkistaa. Kun ohjelma syötetään CNC -koneistuskeskukseen, työkalu tai työkappale voidaan asentaa ja paina sitten tyhjäkäynti -painiketta. Tällä hetkellä kara ei pyöri, ja työpöytä toimii automaattisesti ohjelman kappaleen mukaan. Tässä vaiheessa voidaan löytää, törmääkö työkalu työkappaleen tai kiinnittimen kanssa. Tässä tapauksessa on kuitenkin varmistettava, että kun työkappale on asennettu, työkalua ei voida asentaa; Kun työkalu on asennettu, työkappaletta ei voida asentaa, muuten törmäys tapahtuu.-
4. Käytä CNC -koneistuskeskuksen lukitustoimintoa
general CNC -koneistuskeskuksessa on lukitustoiminto (täysi lukitus tai yhden akselin lukko). Ohjelmaan saapumisen jälkeen lukita Z
axis ja arvioida, tapahtuuko törmäys Z-axisin koordinaattiarvon kautta. Tämän toiminnon soveltamisen tulisi välttää työkalujen vaihtamista, muuten ohjelma ei voi ohittaa.-
5. Koordinaattijärjestelmän ja työkalujen kompensointi on asetettava oikein
, CNC -koneistuskeskuksen käynnistäminen on välttämätöntä asettaa CNC -koneistuskeskuksen vertailupiste. CNC -koneistuskeskuksen työkoordinaattijärjestelmän tulisi olla yhdenmukainen ohjelmoinnin kanssa, etenkin Z
axis -suunnassa. Jos virhe on olemassa, leikkurin mahdollisuus törmää työkappaleen kanssa on erittäin korkea. Lisäksi työkalun pituuskorjauksen asettamisen on oltava oikea, muuten tyhjä koneistus tai törmäys tapahtuu.-
6. Paranna ohjelmointitaitoja
programming on tärkeä osa NC -koneistusta. Ohjelmointitaitojen parantaminen voi suurelta osin välttää tarpeettomia konflikteja.
7. Käytä tietokonesimulaatiojärjestelmää
. Siksi sitä voidaan käyttää alustavassa tarkastusmenettelyssä tarkkailemaan työkalun liikettä sen määrittämiseksi, onko törmäysmahdollisuus. Yritykset kohtaavat ongelmia, kuten kyvyttömyys leikata tehokkaasti, epäselvät tavoitteet, parannushankkeiden välinen epäsuhta ja kustannushäviöprojektit. Mallin toteutettavuus varmistetaan operaattorina erityisen CNC -prosessointiyrityksen tuotantotyöpajan todellisella toiminnalla, ja yrityksen käytännölliset tapaukset ja erityiset menetelmät toteuttavat laihan tuotantotekniikan valmistuskustannusten vähentämiseksi, antamalla viitekustannukset, jotka viitataan, viite teollisuudelle.