

Τα καλύτερα προϊόντα


Τελευταία νέα



Επεξεργασία των απαραίτητων λειτουργικών δεξιοτήτων, παρακαλούμε να συλλέξετε
March 5th at 3:25pm
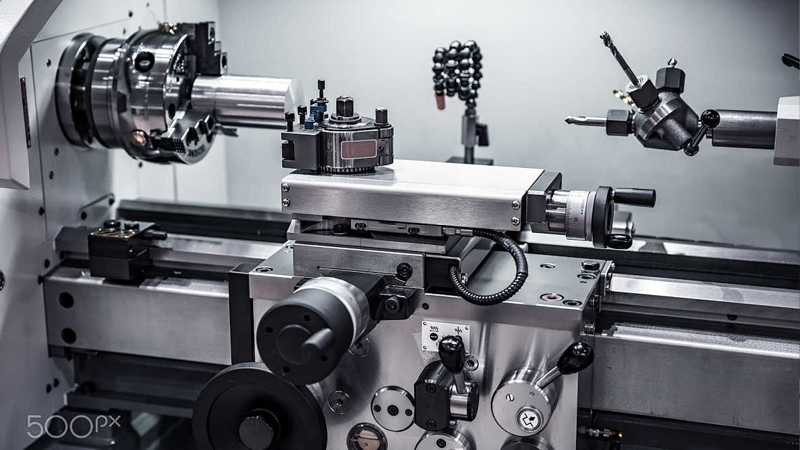
recently, πολλοί νεετίνες άφησαν ένα μήνυμα λέγοντας: \"Ποιες είναι οι δεξιότητες λειτουργίας της μηχανικής κατεργασίας;n1 、 Δεξιότητες προγραμματισμού dongguan ruijin Precision Hardware Co., Ltd. έχει το δικό της σύνολο τρόπων επεξεργασίας στη χρήση δεξιοτήτων προγραμματισμού, γεγονός που μειώνει σημαντικά τον χρόνο επεξεργασίας και αυξάνει την αποτελεσματικότητα. Το CNC δεσμεύεται για την παραγωγή του High
Precision Machining Center, το οποίο είναι επίσης βολικό για να ανταποκριθεί στις υψηλές απαιτήσεις των μεταποιημένων προϊόντων στο μέλλον. Επομένως, τα στοιχεία που πρέπει να ληφθούν υπόψη στον προγραμματισμό περιλαμβάνουν: 1. Η ακολουθία επεξεργασίας των τμημάτων:-drilling πρώτα και στη συνέχεια επίπεδη άκρο (αυτό είναι για να αποφευχθεί η συρρίκνωση κατά τη διάρκεια της διάτρησης),-
first τραχιά στροφή, στη συνέχεια λεπτή στροφή (αυτό είναι για να εξασφαλιστεί η ακρίβεια των τμημάτων), first, Η ανοχή μηχανικής κατεργασίας είναι μεγάλη και τελευταίο, η ανοχή κατεργασίας είναι μικρή (αυτό είναι να εξασφαλιστεί ότι η επιφάνεια της μικρής διάστασης ανοχής δεν είναι γρατζουνισμένη και αποτρέπει την παραμόρφωση των τμημάτων). 2. Επιλέξτε λογική ταχύτητα περιστροφής, ρυθμό τροφοδοσίας και βάθος κοπής σύμφωνα με τη σκληρότητα του υλικού: choose χαμηλή ταχύτητα, χαμηλή ταχύτητα τροφοδοσίας και μικρό βάθος κοπής για τσιμεντοειδές καρβίδιο. Για παράδειγμα: GH4033, επιλέξτε S800, F0.08, βάθος κοπής 0.5mm; Για παράδειγμα, επιλέγονται επιλεγμένοι: 1GR11, S1600, F0.2 και 2mm Βάθο κοπής · titanium Επιλογή από χαμηλή ταχύτητα, υψηλή τροφή, μικρό βάθος κοπής. Για παράδειγμα, επιλέγονται επιλεγμένοι: επιλέγονται το βάθος κοπής S400, S400, F0.2 και 0.3mm. Πάρτε την επεξεργασία ενός ρόλου ως παράδειγμα: το υλικό είναι K414, το οποίο είναι ένα ειδικό σκληρό υλικό. Μετά από πολλές δοκιμές, το βάθος κοπής S360, F0.1 και 0.2 επιλέγονται τελικά για την επεξεργασία ειδικών εξαρτημάτων. Ρύθμιση εργαλείων. Οι περισσότεροι από τους τόρνους μας δεν διαθέτουν όργανο ρύθμισης εργαλείων, το οποίο είναι μια άμεση ρύθμιση εργαλείων. Οι δεξιότητες ρύθμισης εργαλείων που αναφέρονται παρακάτω είναι μια άμεση ρύθμιση εργαλείων. Αφού το μηχάνημα επιστρέψει στο μηδενικό σημείο, κάθε εργαλείο που πρέπει να χρησιμοποιηθεί θα χρησιμοποιήσει το κέντρο της δεξιάς όψης του τμήματος ως το μηδενικό σημείο για τη ρύθμιση του εργαλείου. Όταν το εργαλείο έρχεται σε επαφή με το δεξί άκρο, εισάγετε το Z0 και κάντε κλικ για να μετρήσετε και στη συνέχεια η τιμή αντιστάθμισης εργαλείου του εργαλείου θα καταγράψει αυτόματα τη μετρούμενη τιμή, πράγμα που σημαίνει ότι η ρύθμιση εργαλείου του Axis Z είναι σωστή. Η ρύθμιση εργαλείου του Axis X είναι η ρύθμιση εργαλείων για κοπή δοκιμών και χρησιμοποιήστε το εργαλείο για να μετατρέψετε τον εξωτερικό κύκλο του τμήματος λιγότερο, μετρήστε την τιμή του εξωτερικού κύκλου του αυτοκινήτου (για παράδειγμα, το x είναι 20 mm), εισόδου x20 , κάντε κλικ για να μετρήσετε, η τιμή αντιστάθμισης εργαλείων θα καταγράψει αυτόματα τη μετρούμενη τιμή και στη συνέχεια ο άξονας Χ είναι επίσης σωστός. Αυτή η μέθοδος ρύθμισης εργαλείων, ακόμη και αν το εργαλείο μηχανής είναι ενεργοποιημένο, δεν αλλάζει την τιμή ρύθμισης του εργαλείου μετά την ενεργοποίηση και την επανεκκίνηση, μπορεί να εφαρμοστεί στη μαζική παραγωγή του ίδιου μέρους για μεγάλο χρονικό διάστημα, κατά τη διάρκεια του οποίου δεν χρειάζεται να το κάνει ο τόρνος να απενεργοποιηθεί ξανά.