

Die besten Produkte


Neueste Nachrichten
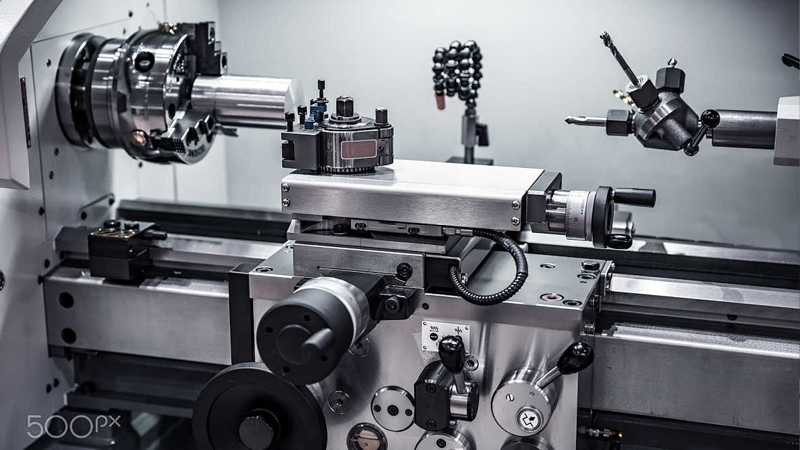



Bearbeitennotwendige Betriebsfähigkeiten, bitte sammeln Sie
ebenderweise hinterließen viele Internetnutzer eine Nachricht mit der Aufschrift \"Was sind die Betriebsfähigkeiten der Bearbeitung?\" N1 、 Programmierfähigkeiten dongguan ruijin Precision Hardware Co., Ltd. verfügt über einen eigenen Verarbeitungsmodus für die Verwendung von Programmierkenntnissen, was die Verarbeitungszeit erheblich verkürzt und die Effizienz erhöht. CNC engagiert sich für die Produktion des hohen
precision -Bearbeitungszentrums, das auch bequem die Anforderungen an die hohen Aspekte von verarbeiteten Produkten in Zukunft erfüllen kann. Daher umfassen die Elemente, die in der Programmierung berücksichtigt werden sollen,: 1. Verarbeitungssequenz von Teilen: zuerst und dann das flache Ende (dies soll ein Schrumpf während des Bohrens verhindern); Die Bearbeitungstoleranz ist groß, und zuletzt ist die Bearbeitungstoleranz gering (dies soll sicherstellen, dass die Oberfläche der kleinen Toleranzabmessungnicht zerkratzt wird und die Verformung von Teilen verhindern).-2. Wählen Sie eine angemessene Drehzahl, Futterrate und Schnitttiefe gemäß der Materialhärte:-Chooseniedrige Geschwindigkeit,niedrige Futterrate und kleine Schnitttiefe für zementiertes Carbid. Zum Beispiel: GH4033 wählen Sie S800, F0.08, Schneiden von 0,5 mm; Zum Beispiel werden: 1gr11, S1600, F0.2 und 2 mm Schnitttiefe ausgewählt; Zum Beispiel werden TI6, S400, F0.2 und 0,3 mm Schnitttiefe ausgewählt. Nehmen Sie die Verarbeitung eines Teils als Beispiel: Das Material ist K414, was ein besonderes hartes Material ist. Nach vielen Tests werden S360, F0.1 und 0.2 Schnitttiefe schließlich ausgewählt, um qualifizierte Teile zu verarbeiten. Werkzeugeinstellung. Die meisten unserer Drehstoffe verfügen über kein Werkzeugeinstellungsinstrument, bei dem es sich um eine direkte Werkzeugeinstellung handelt. Die unten genannten Fähigkeiten zur Tooleinstellung sind eine direkte Tool -Einstellung. Nachdem die Maschine zum Nullpunkt zurückgekehrt ist, verwendet jedes Tool, das verwendet werden muss, die Mitte der rechten Ende des Teils als Nullpunkt für die Werkzeugeinstellung. Wenn das Werkzeug die rechte Endfläche kontaktiert, z0 eingeben und messen klicken. Anschließend zeichnet der Werkzeugkompensationswert des Tools automatisch den gemessenen Wert auf, was bedeutet, dass die Tooleinstellung der Achse Z richtig ist. Die Werkzeugeinstellung der Achse X ist die Werkzeugeinstellung zum Versuchsabschneiden und mit dem Werkzeug, um den äußeren Kreis des Teils weniger zu drehen, den Wert des äußeren Kreises des Autos zu messen (z. B. x ist 20 mm), Eingabe x20 , Klicken Sie, um zu messen. Der Werkzeugkompensationswert zeichnet automatisch den gemessenen Wert auf, und dann ist auch die x -Achse richtig. Diese Werkzeugeinstellungsmethode, auch wenn die Werkzeugmaschine ausgeschaltet wird, ändert den Werkzeugeinstellungswertnach dem Einschalten und Neustartnicht und kann lange Zeit auf die Massenproduktion desselben Teils angewendet werden wieder ausgeschaltet werden.