

De bedste produkter





Behandling afnødvendige driftsevner, skal du indsamle
recently efterlod mangenetizens en besked, der sagde: \"Hvad er driftsevner ved bearbejdning?\" after og så problemerne, Ruijin Factory og Precision Production Department kommunikerer og sorterer følgende punkter til din reference og undersøgelse:
1 、 Programmeringsevner
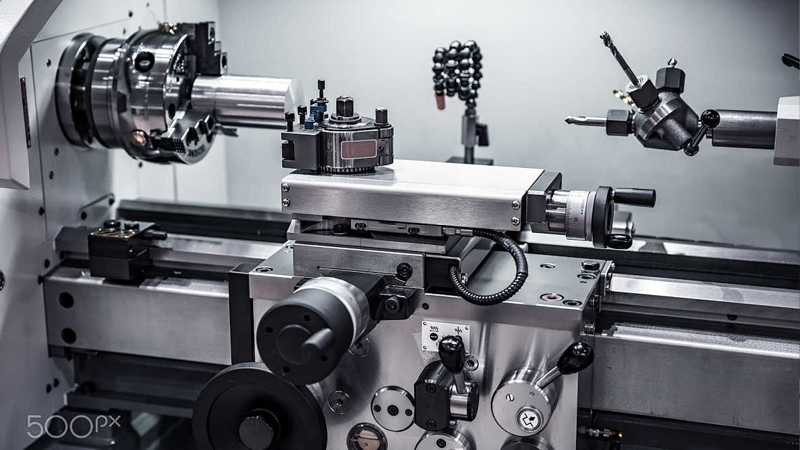
dongguan Ruijin Precision Hardware Co., Ltd. har sit eget sæt behandlingstilstand til brug af programmeringsevner, hvilket i høj grad reducerer behandlingstiden og øger effektiviteten. CNC er forpligtet til produktionen af High-precision Machining Center, som også er praktisk til at imødekomme kravene til høje-precision for forarbejdede produkter i fremtiden. Derfor inkluderer de elementer, der skal overvejes i programmering,:
1. Behandlingssekvens af dele:
drilling først og derefter flad ende (dette er for at forhindre svind under boringen);
first ru drejning, derefter fin drejning (dette er for at sikrenøjagtigheden af dele);
first, Bearbejdningstolerancen er stor, og sidst er bearbejdningstolerancen lille (dette er for at sikre, at overfladen af lille tolerancedimension ikke er ridset og forhindre deformation af dele).
2. Vælg en rimelig rotationshastighed, tilførselshastighed og skæredybde i henhold til materiel hårdhed:
choose lav hastighed, lav tilførselshastighed og lille skæredybde for cementeret carbid. For eksempel: GH4033, vælg S800, F0.08, Skæredybde 0,5 mm;
Carbon stålmaterialeudvælgelse Høj hastighed, høj foderhastighed, stor skæredybde. For eksempel: 1GR11, S1600, F0.2 og 2 mm skæredybde er valgt;
titanium Alloy Valg af lav hastighed, høj foder, lille skæredybde. For eksempel: TI6, S400, F0.2 og 0,3 mm skære dybde er valgt. Tag behandling af en del som et eksempel: Materialet er K414, som er et specielt hårdt materiale. Efter mange test er S360, F0.1 og 0,2 skæredybde til sidst valgt til at behandle kvalificerede dele.
2 、 Knivindstilling
THE TOOL -indstillingen er opdelt i værktøjsindstillingsinstrument og direkte instrument og direkte Værktøjsindstilling. De fleste af vores drejebænke har ikke et værktøjsindstillingsinstrument, som er en direkte værktøjsindstilling. Denævnte værktøjsindstillingsevner, der ernævntnedenfor, er en direkte værktøjsindstilling.
first, vælg midten af højre ende af delen som værktøjets indstillingspunkt, og indstil det somnulpunktet. Når maskinen vender tilbage tilnulpunktet, bruger hvert værktøj, der skal bruges, midten af højre ende af delen somnulpunktet for værktøjsindstilling. Når værktøjet kommer i kontakt med det højre ende ansigt, skal du input Z0 og klikke for at måle, og derefter registrerer værktøjskompensationsværdien af værktøjet automatisk den målte værdi, hvilket betyder, at værktøjsindstillingen af Axis Z er rigtigt. Værktøjets indstilling af Axis X er værktøjsindstillingen til prøveudskæring, og brug værktøjet til at dreje den ydre cirkel af delen mindre, måle værdien af den ydre cirkel af bilen (for eksempel er x 20 mm), input x20 , klik for at måle, værktøjskompensationsværdien registrerer automatisk den målte værdi, og derefter er X -aksen også rigtig; Selv hvis værktøjsværktøjet er slukket for værktøjsindstilling, ændrer du ikke værktøjsindstillingsværdien efter strøm på og genstart, slukkes igen.