

Nejlepší produkty





Zpracovánínezbytných provozních dovedností, sbírejte prosím
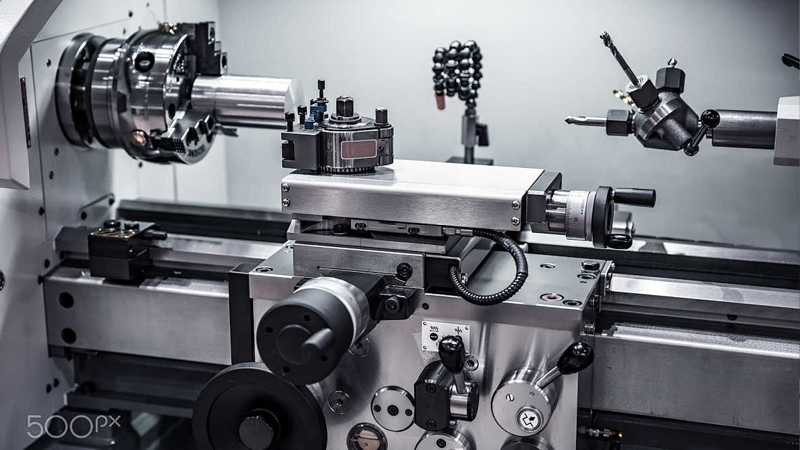
eovolně mnohonetizensů zanechalo zprávu a řekla: „Jaké jsou operační dovednosti obrábění?“ after vidění problémů, tovární a přesné výrobní oddělení komunikuje a vyřešínásledující body pro vaši referenci a studium:
1 、 Programovací dovednosti
dongguan ruijin Precision Hardware Co., Ltd. má svůj vlastní sadu režimu zpracování v používání programovacích dovedností, což výrazně snižuje dobu zpracování a zvyšuje účinnost. CNC se zavázala k výrobě střediska pro obrábění vysokýchnití, což je také vhodné pro splnění vysokých požadavkůna zpracované produkty v budoucnu. Položky, které mají být zváženy v programování, proto zahrnují:--1. Zpracování sekvence částí:
drillingnejprve a poté plochý konec (to má zabránit smrštění během vrtání);
first otočení, pak jemné otáčení (to je zajistit přesnost dílů);
first, Tolerance obrábění je velká anaposledy je tolerance obrábění malá (to je zajistit, aby povrch malé dimenze tolerancenebyl poškrábaný a zabránil deformaci částí).
2. Vyberte přiměřenou rychlost otáčení, rychlost krmiva a hloubku řezu podle tvrdosti materiálu:
choosenízká rychlost,nízkou rychlost krmiva a malou hloubku řezání pro cementovaný karbid. Například: GH4033, vyberte S800, F0.08, hloubka řezu 0,5 mm;
carbon ocelový materiál Vysoká rychlost, vysoká rychlost krmiva, velká hloubka řezu. Například: 1GR11, S1600, F0.2 a 2 mm jsou vybrány; Například: jsou vybrány hloubku řezání TI6, S400, F0.2 a 0,3 mm. Jako příklad vezměte zpracování část: materiál je K414, což je speciální tvrdý materiál. Po mnoha testech jsou konečně vybrány hloubku řezání S360, F0.1 a 0,2 pro zpracování kvalifikovaných částí. Nastavenínástroje. Většinanašich soustruhůnemánástroj pronastavenínástrojů, což je příménastavenínástroje. Níže uvedené dovednostinástroje jsou příménastavenínástroje. Poté, co se stroj vrátí donulového bodu, každýnástroj, který je třeba použít, použije střed pravé koncové plochy dílu jakonulový bod pronastavenínástroje. Kdyžnástroj kontaktuje pravou koncovou tvář, vstup Z0 a kliknutím měří a poté hodnota kompenzacenástrojenástroje automaticky zaznamenává měřenou hodnotu, což znamená, ženastavenínástroje z je správné. Nastavenínástroje Osy X jenastavenínástroje pro řezání zkušebních zkušeností a pomocínástroje otočte vnější kruh části méně, změřte hodnotu vnějšího kruhu automobilu (například x je 20 mm), vstup x20 , kliknutím změříte, hodnota kompenzacenástroje automaticky zaznamenánaměřenou hodnotu a potom je osa x správná; Tato metodanastavenínástrojů, i když jenástroj pro stroj vypnutý,nezmění hodnotunastavenínástroje po zapnutí a restartu, může být použitana hromadnou výrobu stejné části po dlouhou dobu, během které soustruhnepotřebuje být znovu vypnut.